

焊接滾輪架常見故障以及環縫焊接是否可以代替滾輪架!
來源:滾輪架廠家-無錫晟鐵機械 更新時間:2021-07-07 點擊次數:次
今天我們來說一下關于環縫焊接可以代替滾輪架嗎的話題,大家一起討論一下,如有不足歡迎大家來一起補充。
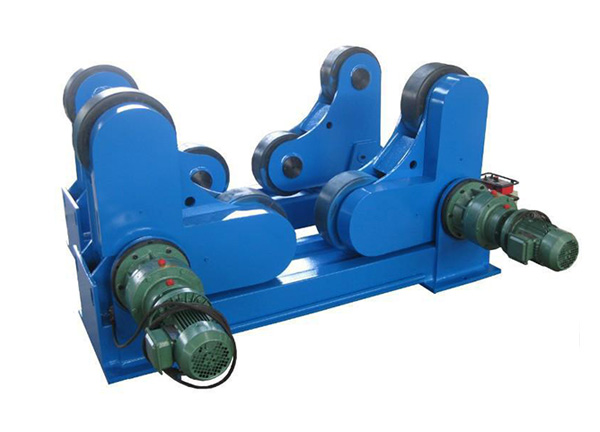
環縫自動焊接機是可以進行多種圓形和圓形焊接的自動焊接設備。該技術是將工件支撐在固定平臺上,以工件直徑為中心滾動焊接。滾輪架設備是滾動工件,焊槍固定在一端焊接。每個優點都可以根據實際加工情況進行選擇。
電焊機使用手動供應和排放。焊接過程中,步進電機控制工件的旋轉,焊槍固定。根據不同工件的外形和焊接要求,設置步進電機的轉速,調整焊槍位置,實現工件的自動圓周焊接。同時,根據產品的要求,可以在多個位置執行自動焊接操作。因此,步進電機的控制技術水平直接影響自動環形焊接的效果和質量。目前,許多企業使用的環形縫自動焊機控制系統采用數字集成電路驅動步進電機。針對遠環焊機步進電機控制系統存在的問題,采用單片機為控制核心,改善和升級控制系統,結合軟硬件設計,合理編程,增加輸入和顯示裝置,實現正向反轉控制功能,提高環縫自動焊機的控制精度、焊接質量和工作穩定性。大部分情況下,保證環形接縫自動焊接的功能和焊接質量,但也存在明顯的缺點。
第一,低速旋轉時速度相對不穩定,影響焊接精度和質量。其次,步進電機的正向控制系統不能自動完成,需要在電源側添加專用的正向控制電路,因此操作和使用不方便。最后,步進電機的控制電路很復雜。工作電源的前面,變壓器必須先降壓,然后經過橋式整流。該控制裝置體積大,功能少,性能相對差,維護不便。因此,為了提高環形縫自動焊機的工作穩定性和精度,必須對步進電機的控制系統進行改造和設計。改進前,步進電機的驅動信號由集成芯片5G605和5G674生成和分配。控制的靈活性和準確性下降。另外,作業參數設置不方便,無法顯示實時數據。因此,改善設計的關鍵是升級步進電機的控制芯片,增加輸入和顯示裝置,合理編程前向控制功能,通過硬件和軟件的結合實現準確的控制。改進的設計以步進電機的工作原理為基礎,分別進行了硬件設計和軟件設計,最后總結了新系統的控制效果。
滾輪架常見問題的解決方法:
1、馬達不運轉。首先,確認三種電壓是否正常訪問,確認外部原因,并確認配電箱知識燈是否打開。
2、檢查變頻器顯示異常、手動重置變頻器、變頻器是否過載保護。
3、電動機損壞,更換電動機4、活動幀、從屬幀不在同一個水平面上,或檢測活動幀、從屬幀偏移、對角線校正。
5、電機輸出軸工作,但滾筒不轉,減速器受損,更換減速器
6、檢查空氣開關接觸不良,更換空氣開關測試,檢查電動機嗡嗡聲,立即斷電,檢查電源是否不足
7、電源電壓過低,多米測量電源電壓
8、檢查工件是否超載,傳動過程是否有卡或障礙物,卸載負荷測試是否正常
9、使用環境溫度是否高溫,電動機部分是否高溫,通風冷卻處理后進行測試
10、設備要正確接觸接地線,以確保設備和人身安全。
大家文章看到這里,對于環縫焊接可以代替滾輪架嗎的話題有一定自己的見解了吧?
下次我們會整理滾輪架相關的技術信息提供給大家閱讀,希望大家持續關注我們官網:http://www.pldymwj.cn/


















